
科技圈主持人
2023/02/16 08:32
水导激光,“完美”的精密加工技术?
许昌1,2,邹跃1,2,彭博1,陈柏众1,杨龙刚1
1. 同方中科超光科技有限公司
2. 中国科学院理化技术研究所
引言
激光是 21 世纪最具代表的科技产物,其最常见的应用领域就是激光加工:利用能量密度极高的激光束作用于工件上,使材料瞬间熔化或者气化,同时在冲击波的作用下将熔融材料微粒吹开,从而对工件进行切割、钻孔等加工作业。这种加工方式因为有对工件的切割面四周产生热损伤及熔融微粒沾污的问题,所以在坚硬材料和精密微加工中的应用受到限制。
1993年,瑞士科学家Beruold Richerghagen首先提出了水射流导向激光技术,亦称为水导激光技术和微水刀激光技术,随后在全球范围内开展了一系列水导激光技术针对不同坚硬材料的切割加工研究。目前水导激光可以应用于新能源、智能电网、航空航天和电子制造等前沿领域中的半导体材料、陶瓷、硬质合金和复合材料等超硬脆性材料组成的核心器件加工,并展现出巨大的规模化应用前景[1-3]。
水导激光加工原理
水导激光加工的基本原理是将大功率脉冲激光束耦合到水射流之中后作用于工件表面实现加工的过程。水导激光可胜任的加工场景如图1所示,其加工原理如图2所示。一般是大功率的激光器采用光纤耦合输出方式,通过透镜聚焦到置于扁形的水腔底座的喷嘴,从喷嘴喷射出的柱状水射流导向激光作用于加工件表面。这种独特的激光与水射流耦合的加工方法会产生平行于切口断面的切缝,其不仅可以保证精密的加工精度,还可以确保加工区域保持冷却和干净。同时在加工过程中无需进行激光聚焦和距离控制。
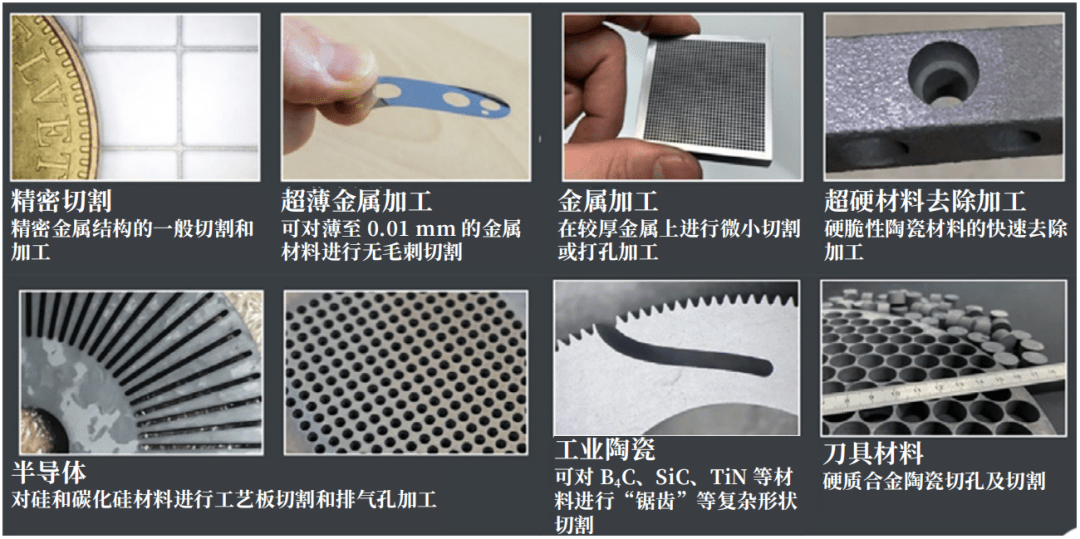
图1 水导激光可胜任的加工场景(图片来自synova-cn.com)
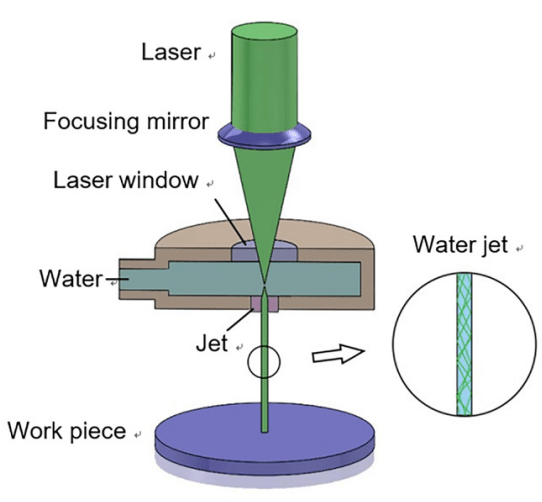
图2 水导激光加工原理示意图[3]
由于水导激光的技术全能性,其可以加工各种厚度范围的各种难加工材料,同时还不会产生热影响区和微裂纹等缺陷。因此,水导激光技术可以完美地满足所有复杂和精密的加工需求[4]。水导激光加工与传统聚焦方式的对比如图3所示。
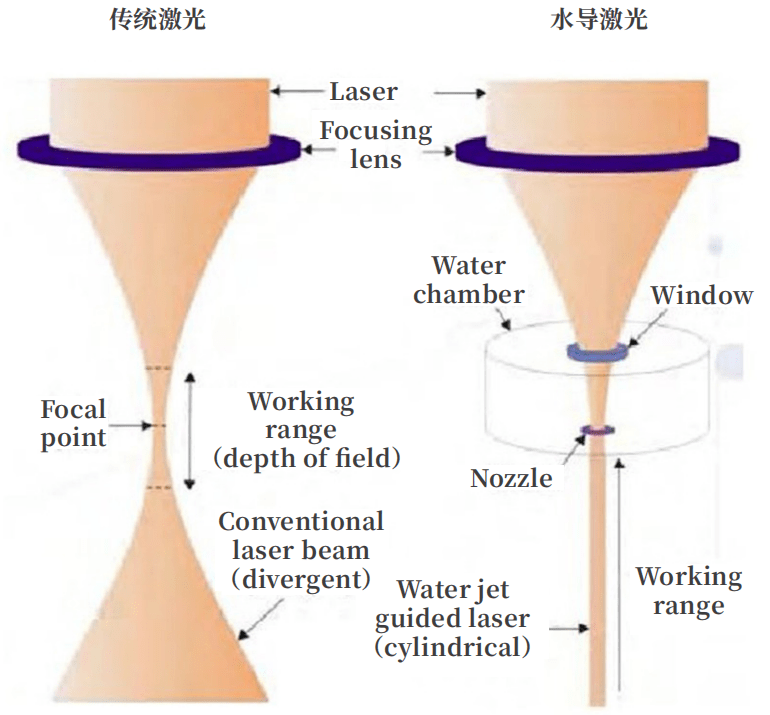
图3 水导激光加工与传统聚焦方式的对比(图片来自158jixie.com)
相比无水导激光加工,水导激光加工优势如下[5]:
1) 水射流是圆柱体结构能使传导的激光平行输出,所以激光切割面高度平行,不产生坡度(如图3所示);
2) 加工深度取决于水流长度,长度可以超过10 cm,而且不需要昂贵的聚焦光学系统;
3) 水导激光降低了脉冲激光加工对材料的热损伤,提高了切割边缘的均匀性;
4) 因加工表面有水的存在,有效防止了激光烧蚀后熔融物附着在加工表面。
水导激光加工原理的研究涉及激光、材料、流体、传热学等多个学科,交叉性强,其中水与激光的耦合技术是该加工方法的关键技术。激光经过扩束、聚焦进入喷嘴孔,当激光入射角大于全反射的临界角时,激光在水-空气界面发生全发射,激光在水的导引下保持恒定的激光能量密度,到达加工材料表面。
水导激光光源
绿光在水中传输损耗小,而且波长短,材料对于激光吸收高。相比于红外激光器,532 nm激光在深加工方面利用率较高,已经成为水导激光技术应用的标准光源。
水导激光加工设备对激光的功率和单脉冲能量都有一定要求,目前还是以固体激光器为主,一般是采用Nd:YAG固体激光器,调Q运转方式获得基频1064 nm脉冲激光输出,然后通过非线性频率变换技术,倍频得到532 nm脉冲激光。倍频方式有腔内倍频和腔外倍频两种。由于KTP晶体的抗损伤阈值比较低,长期运转会有“灰迹效应”,在高功率532 nm激光器中,通常采用抗损伤阈值非常高的LBO作为倍频晶体[6,7]。
随着激光功率的增加,激光腔内高峰值功率的激光振荡,会增加腔内光学元件和膜层的损伤风险,更高功率绿光一般采用种子源+放大器(MOPA)的结构先获得高功率基频1064 nm激光,再通过腔外倍频的方式获得高功率532 nm输出。因此,高功率放大器是高功率绿光激光器的关键技术。
目前,瑞士Synova公司的水导激光加工设备采用的是20~400 W绿光光源,脉宽低至20 ns。同类激光器,国外已经可以达到400 W以上[8,9];国内只有中科院理化所、中电十一所、中国工程物理研究院、核工业理化工程研究院[10]等科研院所能做到200 W以上的532 nm激光输出,但整体指标尚未达到应用需求,并且尚未有成熟的工业产品推出。因此,对于国内水导激光技术的发展,激光器作为其核心器件之一,也是制约其技术水平的关键环节。
应用现状
近些年,瑞士Synova公司已将高功率绿光激光器用于金属、超硬材料和半导体水导加工的生产线上并几乎技术垄断,绿光激光器被认为是超硬脆材料核心加工工具之一,设备已销售数百台(图4),其中最高功率(400 W&50 mJ)的设备售价近千万元。
图4 瑞士Synova公司LSC50系列水导激光加工设备(图片来自synova-cn.com)
2021年10月,美国商业部工业与安全局将可用于水导激光加工的高能绿光激光器列入商业管制清单。我国高功率绿光激光器技术与国际领先水平具有较大差距,基于高功率绿光的水导激光加工装备尚未实现国产化。
国内沈阳自动化所于2020年研制了一套水导激光加工设备。该设备采用出光波长为532 nm的纳秒激光器,可以将激光耦合进直径100 µm的喷嘴所产生的水射流。使用该设备对两种不同的金属材料分别进行了打孔与切槽加工实验。
根据超景深显微镜的测量结果,对两种金属材料进行水导激光加工得到的盲孔边缘规则圆滑,切槽的边缘平直无毛刺,没有热影响区。并运用该设备进行实验,使用水导激光加工系统对SAE1070冷轧弹簧钢进行打孔与切槽实验,打孔加工时间为 10 s,切槽加工次数为1次。水导激光加工设备切出的盲孔边界清晰规则,加工质量较好,使用超景深显微镜测量得到盲孔直径为112 µm。切槽宽度84.75 µm,槽深为46.38 µm,可以观察到切槽平直,边缘毛刺小。
同方中科超光科技有限公司成立于2020年10月30日,是由中核集团控股的清华同方和中科院理化技术研究所共同成立,公司致力于高能短脉冲激光器研发及生产,用于激光清洗、激光医疗、工业加工和科研等领域,是集研发、设计、生产和销售于一体的高新技术企业。公司基于水导激光加工技术的需求,已研发完成60 W&6 mJ绿光激光器(见图5,可配105 µm光纤输出)、200 W& 20 mJ 绿光激光器产品,同时成功申报北京市科委的600 W&75 mJ高能绿光激光器项目,力争为我国超硬材料加工做出贡献。
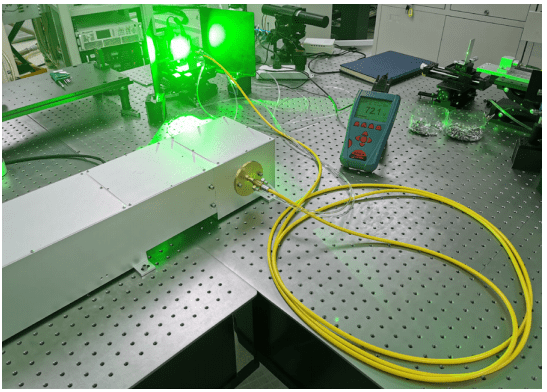
图5 超光公司60 W绿光激光器105 µm光纤输出
作者简介
许昌,中国科学院理化技术研究所激光中心成果转化负责人,同方中科超光科技有限公司总经理;
邹跃,中国科学院理化技术研究所副研究员,同方中科超光科技有限公司研发二部部长;
彭博,同方中科超光科技有限公司市场部经理;
陈柏众,同方中科超光科技有限公司研发一部部长;
杨龙刚,同方中科超光科技有限公司工艺部部长。
参考文献
1.Kray D,Hopman S,Spiegel A. Study on the edge isolation of industry silicon solar cells with water-jet guided laser[J].Solar Enegy Materials and Solar cells,2007,91:1638-1644.
2. Materials and Solar cells,2007,91:1638-1644.Richerahagen B, Plankensteiner M,Kling N U,et al. A hybird semiconductor dicing solution[J].Proc of SPIE ,2008,6880:1-6.
4. 周永恒,廖健宏 . 血管内支架的激光精细切割技术 [J]. 应用激光,2005,25(3):161-164.
5.孙博宇,乔红超,赵吉宾,等 . 水导激光切割技术研究现状 [J]. 光电工程 ,2017,44(11):1039-1044.
6. 姚震宇,蒋建锋,涂波,等 .162 W激光二极管抽运 Nd ∶ YAG 腔内倍频激光器[J]. 中国激光 ,2005,32(11):1459-1462.
8. Dudley D R,Mehl O,Wang G Y,et al .Q-switched diode pumped Nd:YAG rod laser with output power of 420 W at 532 nm and 160W at 355 nm[J]. Proc. of SPIE,2009,71930: 71930Z.
9.Stolzenburg C, Schüle W, Angrick V,et al.Multi-kW IR and green nanosecond thin-disk lasers[J].Proc. of SPIE,2014,89590:89590O.
10. 童立新 . 高重频大能量 532 nm 绿光激光器 [R].中国工程物理研究院科技年报,2014:206-208.
大家都在聊
相关推荐
热门视频
热点搜索
热门评论